Molding and electroplating under contract
We implement your projects and follow you during each phase
guaranteeing maximum quality:
Marvon has over 50 years of experience in galvanic chrome plating on plastics.
The first treatments date back to 1968; since then the company has constantly innovated, updated and improved its processes and production facilities to offer the market the cutting edge of the technical solution. That is why today Marvon is one of the reference galvanic in Europe for the chrome plating of plastics in different sectors and fields of application.
The management’s strong commitment to production excellence, combined with the requirements of an increasingly demanding market gave a boost to the optimization of the production process, which, over recent years, has been completely automated and enhanced with the introduction of software that allows for maximum production flexibility and the utmost severity in the respect for specifications.
The items we process are subjected to strict processing parameters detailed in specific technical data sheets that meet the customer's needs.
At the end of each production cycle, accurate quality controls are carried out to ensure that each galvanized piece lives up to the expectations of the end customer.

Galvanic process: step by step explanation
The company has a chemical pretreatment line and an electrolytic line. The moulded pieces are placed on special frames and subjected to treatments aimed at obtaining the metallization of the piece, by subsequent immersion in adjacent tanks...
Discover more...
Moulding and new electric presses
Starting from the company philosophy devoted to reducing the use of raw materials, great attention is paid to the development of new moulds that allow minimised trim production and their reuse (trims are those parts that remain outside the mould and then become waste material)...
Discover more...Turnkey projects
Made in Italy has always been a strong point, it is also for Marvon, but we went beyond.
Marvon accompanies customers in the development of the idea transforming it into a finished product.
Thanks to our transversal research and development and technical team, we analyze from the first phase the industrial feasibility of our customers' requests, accompanying them from the design phase of the mold (design and construction) to the galvanic molding and finishing phase, which is why we like to call it "TAILOR-MADE": made to suit the customer’s needs.
Contact us to develop a customized solution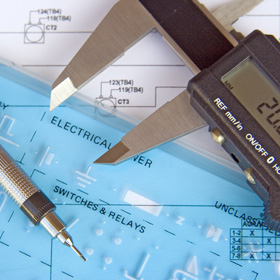
Advantages of our electroplating treatments
- A very modern plant, among the most advanced in Italy.
- Wide range of available finishes
- High quality of treatment
- Constant control of production cycle
- Compliance with the strictest anti-pollution standards
- Rapid delivery times
Finishes:

Polished nickel

Satin nickel

Polished chrome

Satin chrome

Polished gold

Satin gold
Electroplating treatments do not fall under the provisions of the Directive RoHS 2011/65/UE and can be performed on: ABS, ABS-PC (Bayblend), Thermoset, PP Polypropylene filled for galvanic systems
Over 80,000 pieces receive electroplating treatment every day.

Laser engraving
The last highlight of the services offered by Marvon is the lasering on previously galvanized pieces
How the incision works:
Laser engraving has many advantages over the traditional technique. To make it possible the material is heated from the laser that, depending on frequency, power and speed parameters, changes colour creating a contrast on material’s surface. The engraving thus obtained is long-lasting and resistant to abrasion. Laser technology makes it possible to create extremely defined and refined decorative elements with the utmost precision. It has an incredible definition of detail and can reproduce everything we can draw. We can then go to create and reproduce all the writings or logos on any surface, the contrast obtained varies depending on the basic material. This gives us the possibility to customize the galvanized pieces of any finish, the plastic and stainless steel materials, and all the accessories of the technical furniture sector.
A fundamental feature is respect for the environment. Laser marking is carried out without the use of polluting products with the possibility of further customizing the workpiece with the logo desired by the customer.

Brushing (Stainless steel effect)
We have decided to expand the range of finishes offered with further processing that allows us to give the items a stainless steel-like appearance.
First of all, the plastic molded pieces must be subjected to galvanic processing double polished nickel, this will allow them to be mechanically brushed.
The effect obtained means that the pieces can be used in many fields of application: from accessories for kitchens (knobs, grab rails) to those intended for high quality bathroom and shower furniture.
Quality without compromise
Marvon has a fully equipped laboratory for the most scrupulous quality controls in terms of the inspection of incoming raw materials, the parameters of the electroplating baths and the wastewaters. During the production process tests with saline mist are also performed, the verification of the thickness of the deposits with the possibility of performing crash tests.
Particular attention is paid to the environmental impact and the environmental management system was certified in compliance with UNI EN ISO 14001.
Discover more...Some of our partners











FAQ
Frequent questions
What type of material do you chrome?
The plastic materials that we treat with electroplating (chrome, gold and nickel plating) are: NEUTRAL ABS FOR CHROMING, THERMOSET (PHENOLIC RESINS) - BAYBLEND (MIX OF POLYCARBONATE AND ABS) WITH A MAXIMUM PERCENTAGE OF POLYCARBONATE OF 45%.
Do you chrome nylon?
No, we do not chrome nylon.
Do you chrome zamak or other metals?
No, our plant is structured for the processing of plastic materials only.
To commission a job do I have to create the equipment?
Yes, to obtain the best result in terms of quality and production it is essential to have specialized equipment.
What is the percentage of waste?
It is the physiological value of the electroplating process determined by the complexity of the production process and the compliance with the high quality standards that you request and we guarantee.
Do I have to observe a minimum batch?
Yes, and it corresponds with a number of pieces that make up a bar. This is to guarantee the uniform distribution of power to all of the pieces and ensure the maximum possible level of quality.
From when I send the rough material, when can I expect delivery?
The start of production depends on two factors: the degree of saturation of the production capacity when the material is sent and the production program; in general processing starts no later than 72 hours from receipt of the material and delivery depends on the batch sent for processing.
Is it true that there is a European standard that provides for the elimination of hexavalent chromium?
NO, there is no European regulation that imposes the replacement of chromium VI. The regulation CE N. 1907/2006 (REACH) does not impose replacement of CHROME VI, but provides for the authorization for its use as of 21 September 2017.
In this regard, we remind you that chromium VI is present inside decorative chroming and etching baths, but is not present on parts supplied to clients in that a layer of chromium metal (CHROME 0) is deposited on the parts and is completely INERT.
Galvanic process: step by step explanation
The company has a chemical pretreatment line and an electrolytic line. The moulded pieces are placed on special frames and subjected to treatments aimed at obtaining the metallization of the piece, by subsequent immersion in adjacent tanks.
- Assembly: the operators place the articles on the dedicated frames, making sure that the grip of the same is optimal and firmly;
- Etching: this treatment, carried out using a sulphur-chromic mixture, is used to oxidize the butadiene present on the surface of the material and create surface microporosities, necessary for the subsequent phases;
- Neutralization: this phase involves the immersion of the pieces in a strongly reducing solution: this allows the complete reduction of the Cr6+ possibly residual to Cr3+, and is carried out to avoid interference with subsequent treatments;
- Pre-catalysis: this phase consists instead in the immersion of the frames in a solution of the same acid / saline base of the catalysis bath, in order to avoid the possible dragging of Cr6+, but above all to avoid any dilutions of the solution present in the next tank;
- Catalysis: the pieces are at this point immersed in a tank containing the colloid Palladium – Tin Chloride: this colloid is adsorbed in the microporosities obtained from the previous phases: this operation is carried out in an aqueous solution of HCl or NaCl, saturated in Sn2+ and SnCl2 ions, in order to avoid the hydrolysis of the Sn
- Acceleration:it is effected by means of an aqueous solution of Sulfuric Acid and additives, in order to solubilize the colloid and remove from the surface of the piece all the elements not made up of noble metal (Pd);
- Metallization with chemical nickel: catalysis and acceleration operations are necessary for the deposition of nickel on the plastic material; nickel is chemically deposited, forming chemical bonds with palladium. This phase is necessary to give conductivity to the plastic piece and thus make possible the subsequent phases of electrolytic deposition;
- Electrolytic coppering: an electrolytic deposition of copper is carried out on the treated piece;
- Electrolytic nickel plating, chrome plating or gold plating: the electrolytic coppering phase is followed by the nickel plating phase which, depending on the customers' requests, can constitute the final galvanic treatment or can be followed by chrome plating or gold plating. Nickel plating, chrome plating and gold plating are also carried out by electrolytic deposition.
- Washing: after each step (except for the steps of pre-catalysis and catalysis) the washing of the pieces is carried out.
- Packaging: at the end of the chrome plating process, the items are placed inside the dedicated packaging to best preserve the specifications requested by the customer.
Stampaggio e lavorazione galvanica
di materie plastiche
Realizziamo i vostri progetti affiancandovi in ogni fase
con l’obiettivo della massima qualità:
Marvon vanta oltre 50 anni di esperienza nella cromatura galvanica su materie plastiche.
I primi trattamenti risalgono al 1968; Da allora l’azienda ha costantemente innovato, aggiornato e migliorato i propri processi e i propri impianti produttivi proponendosi al mercato come un’avanguardia del settore. Ecco perché oggi Marvon è una delle galvaniche di riferimento in Europa per la cromatura delle materie plastiche in diversi settori e campi d’applicazione.
La forte vocazione all’eccellenza produttiva del management, unita alle richieste di un mercato sempre più esigente hanno dato una forte spinta all’ottimizzazione del processo produttivo, che, nel corso degli ultimi anni, è stato completamente automatizzato e potenziato grazie all’introduzione di tecnologie in grado di consentire un’eccellente flessibilità produttiva pur nel rigoroso rispetto delle specifiche.
Tutte le nostre lavorazioni sono documentati tramite schede tecniche, che riportano i parametri di lavorazione definiti dal cliente.
A termine di ogni ciclo produttivo vengono effettuati accurati controlli qualitativi per garantire la conformità e l’alta qualità di lavorazione di ogni pezzo galvanizzato.
Processo galvanico passo passo
L’azienda dispone di una linea di pretrattamento chimico e di una linea elettrolitica. I pezzi stampati vengono disposti su appositi telai e sottoposti ai trattamenti finalizzati ad ottenere la metallizzazione del pezzo, mediante immersione successiva in vasche adiacenti...
Scopri di più...
Stampaggio con nuove presse elettriche
Partendo dalla filosofia aziendale votata alla riduzione dell’uso di materia prima impiegata, viene posta grande attenzione nello sviluppo di nuovi stampi che permettano la minimizzazione della produzione di materozze e il loro riutilizzo...
Scopri di più...Progetti chiavi in mano
Non ci accontentiamo di garantire un livello di qualità “Made in Italy”:
Marvon accompagna i clienti nello sviluppo dell’idea trasformandola in prodotto finito.
Grazie al nostro team trasversale ricerca e sviluppo e tecnico, dalle prime fasi la fattibilità industriale delle richieste dei nostri clienti, accompagnandoli dalla fase progettuale dello stampo (progettazione e realizzazione) fino alla fase di stampaggio e finitura galvanica, ecco perché ci piace definire il nostro lavoro “Tailor-made”, fatto su misura per i nostri clienti.
Contattaci per sviluppare una soluzione personalizzata
I vantaggi dei nostri trattamenti galvanici
- Un modernissimo impianto, tra i più all’avanguardia in Italia.
- Ampia gamma di finiture disponibili
- Elevata qualità di trattamento
- Controllo costante del ciclo produttivo
- Rispondenza alle più severe norme anti inquinamento
- Tempi di consegna rapidi
Galvanica: i nostri trattamenti
Nichel lucido
Nichel satinato
Cromo lucido
Cromo satinato
Oro lucido
Oro satinato
I trattamenti galvanici non ricadono sotto le disposizioni della Direttiva RoHS 2011/65/UE e possono essere fatti su: ABS, ABS-PC (Bayblend), Termoindurente
Sono oltre 80.000 pezzi trattati galvanicamente ogni giorno.
Laseratura
Ultimo fiore all’occhiello dei servizi offerti da Marvon è la laseratura sui pezzi precedentemente galvanizzati
Come avviene l’incisione:
L’incisione con tecnica laser presenta numerosi vantaggi rispetto alle soluzioni tradizionali. Per poterla eseguire il materiale viene riscaldato in maniera significativa dal raggio laser che, a seconda dei parametri di frequenza, potenza e velocità, cambia colore creando un contrasto sulla superficie del materiale. L’incisione così ottenuta è duratura nel tempo e resistente all’abrasione. La tecnologia laser consente di realizzare con la massima precisione elementi decorativi estremamente definiti e ricercati. Ha una definizione di dettaglio incredibile e può riprodurre tutto ciò che siamo in grado di disegnare. Possiamo quindi replicare testi e loghi su qualsiasi superficie, con un contrasto variabile a seconda del materiale di base. Questo ci dà la possibilità di personalizzare i pezzi galvanizzati di qualsiasi finitura, le materie plastiche ed inox, e tutti gli accessori del settore arredamento tecnico.
Caratteristica fondamentale dell’operato di Marvon è il rispetto dell’ambiente. La marcatura Laser viene effettuata senza l’utilizzo di prodotti inquinanti con la possibilità di personalizzare ulteriormente il pezzo lavorato con il logo desiderato dal cliente.
Spazzolatura (effetto INOX)
Abbiamo deciso di ampliare la gamma delle finiture offerte con un'ulteriore lavorazione che permette di conferire agli articoli un aspetto simil-inox.
Innanzitutto, i pezzi stampati in plastica devono essere sottoposti alla lavorazione galvanica doppio nichel lucido, permettendone la spazzolatura meccanica.
L’effetto ottenuto fa sì che i pezzi possano essere utilizzati in molteplici campi di applicazione: dagli accessori per le cucine (manopole, maniglioni) a quelli destinati all’arredo bagno box doccia di alta qualità.
Qualità senza compromessi
Marvon dispone di un attrezzato laboratorio per i più scrupolosi controlli qualitativi in termini di controllo in ingresso di materie prime, parametri dei bagni galvanici e sulle acque di scarico. Durante il processo produttivo vengono inoltre eseguiti anche test in nebbia salina, controlli sugli spessori dei depositi con possibilità di effettuare crash test.
Con una particolare attenzione all’impatto ambientale, ha certificato il proprio sistema di gestione ambientale in accordo con la norma UNI EN ISO 14001.
Scopri di più...Alcuni dei nostri partner

Quality: our checks
The electro-deposits made on our plant respect the market characteristics with regard to the thickness and strength of the piece. In fact, metallic chromium has a high surface passivity, to ensure that the coating is suitable for countless applications both for aesthetic destinations (furniture, lamps, perfumery) and for technical and functional pieces where the required resistances are higher (plumbing, electrical, household appliances). Below are the range of values relative to the average thicknesses deposited, by finish:
| Finish | Gold (μm) | Chrome (μm) | Nickel (μm) | Copper (μm) |
| Polished Chrome | - | 0,15 ÷ 0,40 | 7 ÷ 12 | 12 ÷ 20 |
| Satin Chrome | - | 0,15 ÷ 0,40 | 7 ÷ 12 | 12 ÷ 20 |
| Polished Nickel | - | - | 7 ÷ 12 | 12 ÷ 20 |
| Double Polished Nickel | - | - | 12 ÷ 20 | 12 ÷ 20 |
| Satin Nickel | - | - | 7 ÷ 12 | 12 ÷ 20 |
| Polished Gold | 0,01 ÷ 0,03 | - | 7 ÷ 12 | 12 ÷ 20 |
| Satin Gold | 0,01 ÷ 0,03 | - | 7 ÷ 12 | 12 ÷ 20 |
Tests performed internally:
Thickness measurement by non-destructive test (Fischerscope X-ray);
Thermal shock resistance in two modes:
- Standard test: which consists in subjecting the sample to 3 alternating cycles of 15 minutes at 80°C and 15 minutes at 20°C;
- Advanced test: the cycles contain temperatures that reach even -40 ° C .
Corrosion resistance: Neutral salt spray (Minimum 200 hours guaranteed) and acetic acid salt spray (Minimum 72 hours guaranteed).
Drop test: Chemical resistance test according to NF EN 263 point 4.4, with Acetic Acid, Ethanol, Sodium Hydroxide, Sodium Hypochlorite, Methylene Blue.